同轴度检测是我们在测量工作中经常遇到的检测项目,用三坐标进行同轴度的检测,不仅直观而且又方便。但是在实际测量工作中,由于测量方法不当,可能会出现测量结果误差大等问题。
精选百科
本文由作者推荐
同轴度测量
对轴类零件的检测项目
中文名
同轴度测量
外文名
Alignment measurement
同轴度
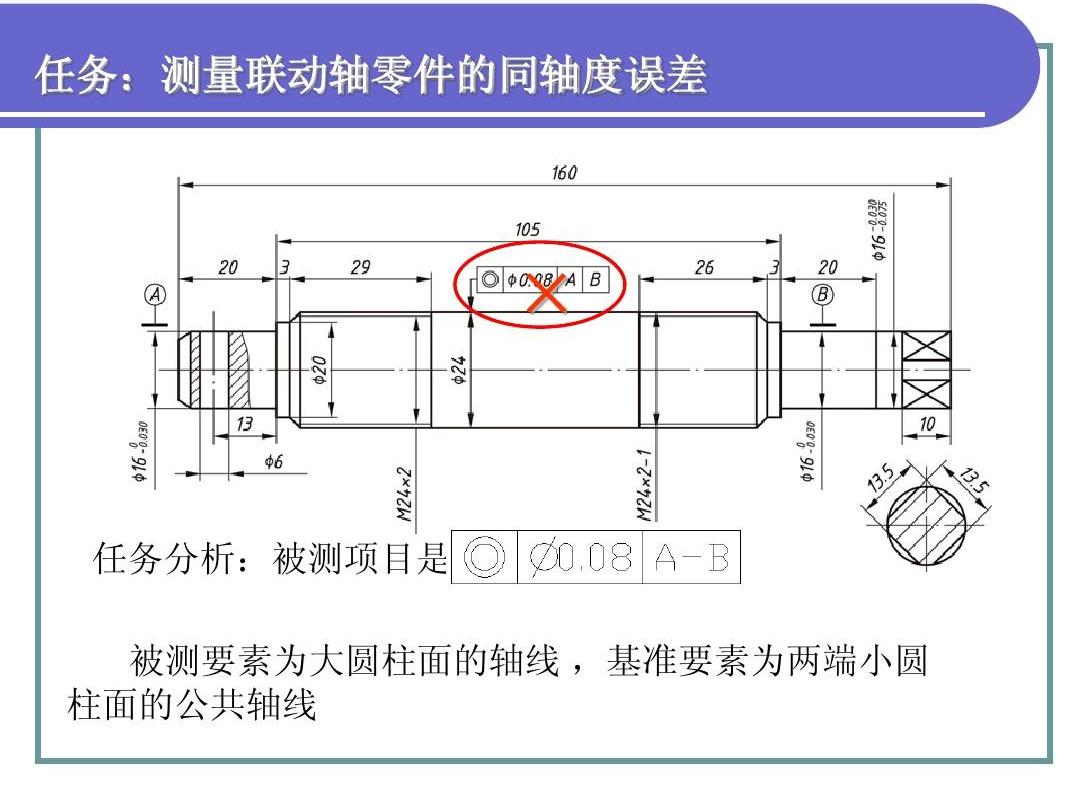
用于控制轴类零件的被测轴线对基同轴度误差。
同轴度误差
反映在横截面上的圆心的不同心
同轴度的简介
对“2个圆柱的轴同轴(中心轴无偏差)的程度”,即同轴度进行测量。[1]
同轴度:用于控制轴类零件的被测轴线对基准轴线的同轴度误差。
同轴度公差:是用来控制理论上应同轴的被测轴线与基准轴线的不同轴程度。
同轴度误差:被测轴线相对基准轴线位置的变化量.
简单理解就是:零件上要求在同一直线上的两根轴线,它们之间发生了多大程度的偏离,两轴的偏离通常是三种情况(基准轴线为理想的直线)的综合——被测轴线弯曲、被测轴线倾斜和被测轴线偏移。
同轴度误差是反映在横截面上的圆心的不同心。
两个孔的公共轴心线是指两孔各自被测表面长度的中点连线;假使是三个或三个以上的圆柱表面,它们的公共轴
心线应该在图样上另做规定。
几种测量机通常采用的同轴度测量方法:
一、应用系统功能法:
即测量机软件系统中自带的同轴度和同心度测量标准子程序,用户在测量时可方便地进行调用。
二、极坐标测量法:
这是一种类似于平台测量的检测方法,其基准元素可以通过圆柱、阶梯柱、直线以及圆/圆等测量后构造的直线获
得。可以说,几乎所有用作基准元素的单一基准或组合基准都将包括在内,而被测要素则更为简单,通常情况只
是圆的测量。
其操作步骤如下:
1、测量单一基准轴线或公共基准轴线并用其建立第一轴(同心度测量除外);
2、将基准轴线清零(即平移原点到基准中心);
3、在被测元素(孔或轴)上测若干截圆(通常测两端);
4、输出被测截圆极径(PR值);
5、取其输出较大PR值的2倍为所测同轴度误差。
三、求距法:
该方法的基本原理是通过计算圆心到基准轴线距离的方法求得同轴度误差。与极坐标测量方法不同的是,被选定
的基准轴线无须清零,但评定同轴度误差时同样要取计算结果中最大距离乘以2。
关于两个相邻较远的短基准同轴度的测量:
这是一个比较典型困扰测量机用户的问题,事实上已经证明由此单从测量数据上来看将有相当一部分工件被视为“
超差品”,而那些“超差品”经装配实验后证明大多数没有问题。这就不得不需要引起测量机操作员的注意。分析其
原因,既不是机器精度太低,也不是系统软件计算错误,主要是图样标注不妥。
对此,可采用以下几种相应的测量方法:
1、当基准元素为孔时,可插入配合间隙较为合适的心棒,以延长基准轴线的实测长度;
2、采用建立公共基准的测量方法,模拟专用心棒进行检验的方法,分别测量两圆柱对公共轴心线的同轴度;(参
看前面公共基准轴线的建立方法和极坐标测量法);
3、在基准圆柱表面内测量更多的点,(多用于连续扫描测头)以加大计算的信息量,使系统确定最大内接圆或最
小外接圆时有充足的表面形状信息。
同轴度的作用
1、轴类零件圆度、同心度、圆周跳动、断面差的精密测量;
2、轴类零件外圆及内圆参数的同时精密测量;
3、轴类零件多点参数的同时精密测量;
4、快速测量、断差面、内圆及外圆可同时测量。
同轴度测量方法
利用数据采集仪连接百分表测量法
1、测量仪器:偏摆仪、百分表、数据采集仪
2、测量原理:数据采集仪会从百分表中自动读取测量数据的最大值跟最小值,然后由数据采集仪软件里的计算软件自动计算出所测产品的圆度误差,最后数据采集仪会自动判断所测零件的同轴度误差是否在同轴度范围内,如果所测同轴度误差大于同轴度公差值,采集仪会自动发出报警功能,提醒相关操作人员该产品不合格。测量效果示意图:
优势:
1)无需人工用肉眼去读数,可以减少由于人工读数产生的误差;
2)无需人工去处理数据,数据采集仪会自动计算出同轴度误差值。
3)测量结果报警,一旦测量结果不在同轴度公差带时,数据采集仪就会自动报警。
参考资料
1.同轴度的测量·基恩士 (中国) 有限公司
同轴度测量 相关的文章




认知是大脑的高级神经功能,是指人们获得知识和运用知识的过程,或是信息加工的过程。在普通心理学中,认知过程指人脑通过感觉、知觉、记忆、思维、想象等形式反映客观对象的性质及对象间关系的过程。人的认知过程是一个非常复杂的过程,指人认识客观事物的过程,即是对信息进行加工处理的过程,是人由表及里,由现象到本质地反映客观事物特征与内在联系的心理活动。它由人的感觉、知觉、记忆、思维和想象等认知要素组成。

11月1日是阳历一年中的第305天(闰年第306天),离全年的结束还有60天。1520年这一天葡萄牙探险家麦哲伦率领的船队到达麦哲伦海峡,成为首批来到的欧洲人。1948年——解放军发布《惩处战争罪犯命令》。


商业信用证是商业银行给客户提供信用,使其获得资金以购买货物的凭证。在国内贸易上,购货商进货后,卖方可在信用证规定金额内支取货款。在国际贸易上是银行应进口商的请求,向出口商签发的由银行承担付款责任的保证文件。商业信用证是不依附于贸易合同的独立文件,业务处理以单据而不以货物为准。商业信用证种类繁多,根据其用途和使用方法等不同情况,可分为跟单信用证、光票信用证、可撤消与不可撤消信用证、保兑与不保兑信用证、即期和远期信用证等。


心因性失忆症(psychogenic amnesia),是一种选择性的反常遗忘现象,简称失忆症(amnesia)。是指患者对新近重大事件(如创伤、丧亲)因震撼过大不堪回首而产生部分性选择性遗忘,或暂时性(通常1至2天,或更久)将记忆解离,使其不出现在意识中。丧失记忆的部分通常以事件为起点,称为前行性失忆(Anterograde Amnesia)这与因车祸而丧失记忆的不同在於,心因性失忆症常是对同段时间内的记忆,有选择性的遗忘,而且可藉催眠恢复。

通榆河位于江苏沿海地区,是南北运输的“黄金水道”,大体与串场河平行,属于3级航道,已成为继京杭运河之后贯穿江苏省的第二条南北走向的千吨级水运大通道。主要连接了南通、如皋、海安、东台、大丰、盐城、建湖、阜宁、滨海、响水、灌南、灌云、连云港和赣榆等城市。