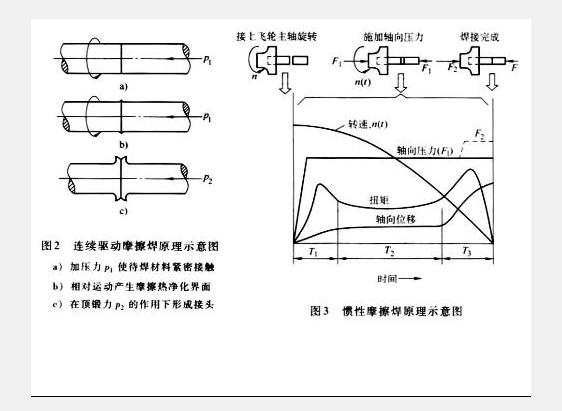
摩擦焊,指利用工件接触面摩擦产生的热量为热源,使工件在压力作用下产生塑性变形而进行焊接的方法。
在压力作用下,是在恒定或递增压力以及扭矩的作用下,利用焊接接触端面之间的相对运动在摩擦面及其附近区域产生摩擦热和塑形变形热,使及其附近区域温度上升到接近但一般低于熔点的温度区间,材料的变形抗力降低、塑性提高、界面的氧化膜破碎,在顶锻压力的作用下,伴随材料产生塑性变形及流动,通过界面的分子扩散和再结晶而实现焊接的固态焊接方法。
摩擦焊,指利用工件接触面摩擦产生的热量为热源,使工件在压力作用下产生塑性变形而进行焊接的方法。
在压力作用下,是在恒定或递增压力以及扭矩的作用下,利用焊接接触端面之间的相对运动在摩擦面及其附近区域产生摩擦热和塑形变形热,使及其附近区域温度上升到接近但一般低于熔点的温度区间,材料的变形抗力降低、塑性提高、界面的氧化膜破碎,在顶锻压力的作用下,伴随材料产生塑性变形及流动,通过界面的分子扩散和再结晶而实现焊接的固态焊接方法。
摩擦焊
friction welding
航空、航天、核能
一种焊接方法
摩擦生热
机械零件的金属表面由于摩擦而粘结、焊合的现象是很普遍的。在金属的切削加工和机器的高速转动过程中,常常发现两个金属零件表面,由于摩擦生热而焊接在一起的情况。例如:在车削加工时,车刀上产生积屑瘤;在钻削加工时,钻头和工件常常粘结在一起;滑动轴承由于烧轴而卡住等等。当然,这些情况一直是人们努力避免的事故。做为一种焊接现象来分析,它们的过程并不是完善的,焊接质量也并不理想。但是,我们通过对这些粘结、焊合现象的分析,有助于了解摩擦焊的实质。
摩擦破坏了金属表面的氧化膜。摩擦生热降低了金属的强度,但提高了它的塑性。摩擦表面金属产生了塑性变形与流动,防止了金属的氧化,促进了焊接金属原子的互相扩散,形成了牢固的焊接接头。这就是摩擦焊的实质。

摩擦焊通常由如下四个步骤构成:1、机械能转化为热能;2、材料塑性变形;3、热塑性下的锻压力;4、分子间扩散再结晶。
摩擦焊相较传统熔焊最大的不同点在于整个焊接过程中,待焊金属获得能量升高达到的温度并没有达到其熔点,即金属是在热塑性状态下实现的类锻态固相连接。
相对传统熔焊,摩擦焊具有焊接接头质量高,能达到焊缝强度与基体材料等强度,焊接效率高、质量稳定、一致性好,可实现异种材料焊接等。
摩擦焊接的起源可追溯到公元1891年,当时美国批准了这种焊接方法的第一个专利。该专利是利用摩擦热来连接钢缆。随后德国、英国、苏联、日本等国家先后开展了摩擦焊接的生产与应用。我国是世界上研究摩擦焊接最早的国家之一,早在1957年就实验成功了铝—铜摩擦焊。多年来,摩擦焊接以其优质、高效、节能、无污染的技术特色,深受制造业的重视,特别是不断开发出摩擦焊接的新技术,如超塑性摩擦焊接、线性摩擦焊接、搅拌摩擦焊接等,使其在航空、航天、核能、海洋开发等高技术领域及电力、机械制造、石油钻探、汽车制造等产业部门得到了愈来愈广泛的应用。
摩擦焊在国内外的发展为什么非常迅速,应用非常广泛,这是由于它本身具有一系列的优点。这些优点包括如下几个方面:
1、接头的焊接质量好、稳定。我国用低温摩擦焊生产的铝铜过渡接头,其废品率低于0.01%;锅炉厂采用摩擦焊代替闪光焊生产省煤器蛇形管,焊接的废品率由原来的10%降低到0.001%。西德用摩擦焊代替闪光焊生产汽车排气门,焊接的废品率由原来的1.4%下降到0.04~0.01%。从以上例子可以看到,摩擦焊的废品率非常低,是一般焊接方法的1%左右。
2、适于焊接异种钢和异种金属。摩擦焊不仅可以焊接普通的异种钢,还可以焊接常温和高温机械、物理性能差别很大的异种钢和异种金属,如碳素结构钢—高速工具钢;铜—不锈钢等。此外,还能很好地焊接那些产生脆性合金的异种金属,如铝—铜、铝—钢等。
3、焊件尺寸精度高。用摩擦焊生产的柴油发动机预燃烧室,全长的最大误差为士0.1毫米。有些专用摩擦焊机可以保证焊件的长度公差为土0.2毫米,偏心度小于0.2毫米。因此,摩擦焊不仅用来焊接毛坯,而且还可以焊接装配好的成品。
4、焊机功率小、省电能。摩擦焊和闪光焊相比较,节省电能为80~90%左右。
5、摩擦焊的工作场地卫生,没有火花、弧光及有害气体,有利于环境保护,适于和其他先进的金属加工方法一起用于自动生产线。
摩擦焊接以其优质、高效、节能、无污染的技术特色,在航空、航天、核能、兵器、汽车、电力、海洋开发、机械制造等新技术和传统产业部门得到了愈来愈广泛的应用。下面以摩擦焊接在航空航天工业与汽车工业中的应用举例说明。
(1)航空航天工业
随着现代高性能军用航空发动机的不断更新,其主要性能指标推重比亦不断提高。同时对发动机的结构设计、材料及制造工艺均提出了更高的要求。从70年代起,以美国GE公司为代表,在军用航空发动机转子部件(盘+盘、盘+轴)制造中,率先成功地采用了惯性摩擦焊接技术。美国Textron Lycoming公司生产的新型大功率T55涡轮喷气发动机的前盘与前轴、后轴的连接都是采用盘+轴一体的摩擦焊接结构。P&W公司将摩擦焊接列为80年代发动机制造中的五项重大焊接技术之一;德国MTU公司正在开展高压压气机转子等大型部件的摩擦焊接技术研究;法国海豚发动机也将摩擦焊接推广应用于减速器锥形齿轮的焊接,等等。国外一些先进的航空发动机制造公司已将摩擦焊接作为焊接高推重比航空发动机转子部件的主导的、典型的和标准的工艺方法。普遍认为摩擦焊是可靠、再现性好和可信赖的焊接技术。
在飞机制造中,摩擦焊接也展现了新的应用前景。AISI4340超高强度钢因其具有高的缺口敏感性和焊接脆化倾向,当用来制造飞机起落架时,国外规定不允许采用熔化焊接方法施焊,已成功地进行了4340管与4030锻件起落架、拉杆的摩擦焊接。此外,直升飞机旋翼主传动轴的NitralloyN合金齿轮与18%高镍合金钢管轴的焊接、双金属飞机铆钉、飞机钩头螺栓等均采用了摩擦焊接,这表明摩擦焊接技术已渗透到了飞机重要承力构件的焊接领域。
某航天飞机三部发动机上1800个高温合金喷射器柱全部是由摩擦焊接方法焊接到发动机上的。
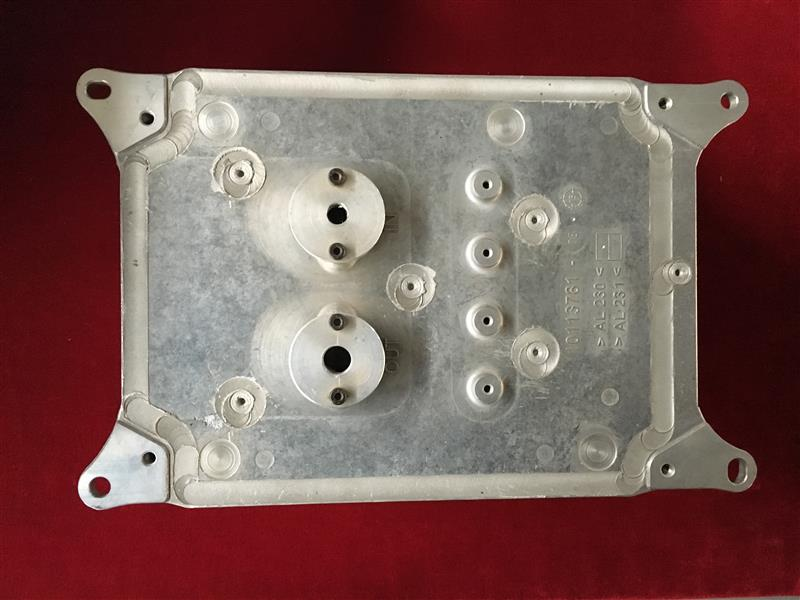
(2)汽车工业
国外在汽车零配件规模化生产中,摩擦焊接技术占有较重要的地位。据不完全统计,美国、德国、日本等工业发达国家的一些著名汽车制造公司,已有百余种汽车零配件采用了摩擦焊接技术。
国内外在发动机双金属排气阀生产中广泛采用了摩擦焊接技术将NiCr20TiAl、5Cr21Mn9Ni4、4Cr14Ni14W2Mo之类的高温合金或奥氏体型耐热钢盘部与4Cr9Si2、4Cr10Si2Mo之类的马氏体型不锈耐热钢杆部连接起来形成整体排气阀,特别适合于空心阀的制造。采用锻焊复合结构取代整体锻造生产汽车半轴在国外已得到广泛应用。另外,汽车及工程机械上风扇轴支座组件、空心后轴、前悬架、自动变速器输出轴、无变形飞轮齿圈、发电机支座、粘性传动风扇联轴节、起动机小齿轮组件、速度选择轴、变扭器盖、汽车液压千斤顶、转向节、司机侧气囊充气器、万向节组件、凸轮轴、水泵毂和轴、直接离合器鼓和毂组件、后桥壳管、倾斜转向轴、叉、冷却风扇电机壳体和轴、等速万向节、连轴齿轮、变扭器盖、传动轴、叉、涡轮传动轴、中央轴、涡轮增压器、乘客侧气囊充气器、 汽车用扁尾套筒扳手、后悬架臂、空调机蓄压器等的制造过程中均可利用摩擦焊接工艺简化制造工艺和降低生产成本。
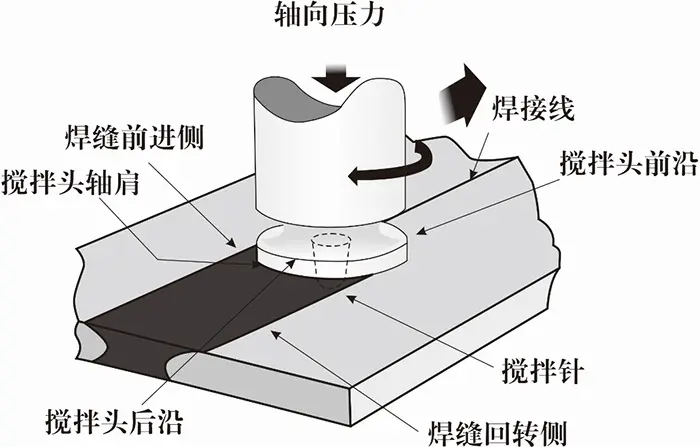
摩擦焊技术经过长年的发展,已经发展出很多种摩擦焊接的分类:摩擦螺柱焊、摩擦堆焊、第三体摩擦焊、嵌入摩擦焊、惯性摩擦焊、搅拌摩擦焊、径向摩擦焊、线性摩擦焊和摩擦叠焊等。
关于传统摩擦焊的定义:利用焊件表面相互摩擦所产生的热,使端面达到热塑性状态,然后迅速顶锻,完成焊接的一种压焊方法。
摩擦焊工艺方法已由传统的几种形式发展到二十多种,极大地扩展了摩擦焊接的应用领域。被焊零件的形状由典型的圆截面扩展到非圆截面(线性摩擦焊)和板材(搅拌摩擦焊),所焊材料由传统的金属材料拓宽到粉末合金、复合材料、功能材料、难熔材料,以及陶瓷—金属等新型材料及异种材料领域。
1.摩擦焊·西安科普网




木头
还来不及增加介绍呢!