一种利用超高压产生高速水射流的冷切割技术。其设备包括超高压泵、水刀切割头装置、数控切割台、电脑控制柜。当水被加压至60,000PSI(或以上)并且从一小开孔通过时,它可切割各种软质材料包括食品,纸张,纸尿片,橡胶及泡棉。而当少量的砂如石榴砂被加入水射流中与其混合时,所产生之加砂水射流,实际上可切割任何硬质材料包括金属,复合材料,石材及玻璃。
精选百科
本文由作者推荐

超高压水刀
超高压产生高速水射流的冷切割技术
中文名
超高压水刀
英文名
Ultrahigh pressure water knife
特点
基本技术既简单又极为复杂
切割宽度
只有0.1—0.8毫米
简介
除低成本切割外,水刀还被认为是世界上功能最多样、增长速度最快的加工技术(根据Frost&Sullivan和MarketIntelligenceResearch公司的报告)。水刀在全球范围内广泛用于高产量应用。它与其它技术(铣床、雷射、EDM、等离子和刨床)相辅相成。水刀切割不使用有毒气体或液体,不会产生有毒的物质或蒸汽。水刀切割表面不留任何HAZ或机械变形。它是一种真正的多功能、高效率冷切割技术。
水刀已经证明自己可以完成其它技术无法处理的工作。从在石材、玻璃和金属上切割极薄的细节,在钛合金上快速钻孔,切割食品、直至对饮料和溶液进行杀菌消毒,水刀已经证明了它独一无二的价值。
人类自古就利用水流的冲击力,制成水车、水磨等水力机械。如果水流从高压水枪中喷出,其冲击力就更大。前苏联用于采煤工业,名曰水力采煤。高速喷出的水流受阻于煤层,速度骤然下降,顷刻间会产生足够大的冲击力,使煤层出现脆性断裂,完成采煤作业。受此启发,前苏联科学家开发出高压水喷流切割技术,而美国公司取得了此项技术的专利权,使之商品化。
普通水经过一个超高压加压器,将水加压至4,000bar(60,000psi),然后通过一个细小的喷嘴(其直径为0.004英寸至0.016英寸),可产生一道每秒达915公尺(约音速的三倍)的水箭,此道水箭可做各种表面处理及切割各种非金属物质如纸类、纸尿裤、玻璃、纤维、海绵等。
而针对要切割金属及较硬的材质如各种石材、玻璃、陶瓷、磁砖等材质时,福禄另开发出具专利及更完善的设计,就是将砂料与水箭混流以增强其切割能力,此种高速度的加砂水刀几乎可切割任何材质。
要做到这点,对水、管道、喷口都有比较高的需求。如管道,水刀是用高压工具把水加压后射出来的,必须拥有极高的压力才能把坚硬的切割材料切开,所以管道必须能承受极高的压力,这个压力远远大于700兆帕,因为薄钢板(被切割材料)本身就能承受700兆帕的压力。
其次,水刀用的水完全没有杂质是不对的。因为水压远远大于700兆帕,那么对于管道等密封设备而言,无论密封性能多么好,纯水总会使它们磨损而渗漏。为了解决这个问题,水刀用水就要加入5%的可溶性乳化油,提高密封效果。对于高压泵,也要加入一些油液提高其密封性能。
上面说过了,水刀的喷嘴是用硬质合金、蓝宝石等材料做成的,喷口直径仅0.05毫米,而且孔内壁光滑平整,能承受1700兆帕的压力,所以喷出来的高压水能像刀一样切割材料。有些水还加入了一些长链聚合物,如聚乙烯氧化物,增加水的“黏度”,使喷出的水犹如一条“细线”。
它的加工精度高,切割宽度只有0.1—0.8毫米,可以加工型面复杂的零部件。加工后的零部件切口光滑整齐,无须修整。尤其对易热变形材料的加工,“水刀”更具独特优越性。
它不像刀具那样存在磨损问题,掺入水喷流中的磨料和废水可回收使用,设备又较为简单,加工成本低廉。加工过程中引起的振动和噪声都很小,切屑量仅是机械加工的15%—20%,并且碎屑随水流走,不会飞扬伤及操作者。
“水刀”,正因为它不是刀,才开拓了广阔的用武之地。对复合材料的切割是加工中的棘手问题。如采用传统的加工方法,会出现分层和撕扯现象,而“水刀”正是解决这个问题的理想工具。用“水刀”来清除部件的陶资涂层,效果优于机械方法和化学方法。“水刀”可用于冲孔,粉碎材料。船体及螺旋桨表面的附着物,化工管道中的积垢,用“水刀”来清洗也很方便。
“水刀”还可以用于外科手术。(东京大学医学院用压强0.7兆帕的“水刀”在家兔身上做试验,表明它可用于肝、肾等器官的手术,不会损伤周围组织,也不易引起感染。)
历史
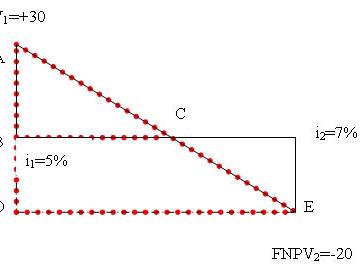
NormanFranz博士一直被公认为水刀之父。他是研究超高压(UHP)水刀切割工具的第一人。超高压的定义是高于30000psi。Franz博士是一名林业工程师,他想寻找一种把大树干切割成木材的新方法。1950年,Franz第一次把很重的重物放到水柱上,迫使水通过一个很小的喷嘴。他获得了短暂的高压射流(多次超过了现在使用的压力),并能够切割木头和其它材料。他后来的研究涉及更为连续的水流,但他发现获得连续高压非常困难。同时,零件的寿命也以分钟计算,而不是今天的数周或数月。
Franz博士从没制造出一种量产的木材切割器。而今天木材切割却是超高压技术最不重要的应用之一。但Franz博士证明了高速会聚水流具有极大的切割能量-这种能量的应用远远超出了Franz博士的梦想。
1979年,Mohamedhashish博士在福禄研究室工作,开始研究增加水刀切割能量的方法,以便切割金属和其它硬质材料。Hashish博士被公认为加砂水刀之父,他发明了在普通水刀中添加砂料的方法。他使用石榴石(砂纸上常用的一种材料)作为砂料。凭借这种方法,水刀(含有砂料)能够切割几乎任何材料。1980年,加砂水刀第一次被用于切割金属、玻璃和混凝土。1983年,世界上第一套商业化的加砂水刀切割系统问世,被用于切割汽车玻璃。
该技术的第一批用户是航空航天工业,他们发现水刀是切割军用飞机所用的不锈钢、钛和高强度轻型合成材料以及碳纤维复合材料的理想工具(现在已用于民用飞机)。从那以后,加砂水刀被许多其它工业采纳,例如加工厂、石料、瓷砖、玻璃、喷气发动机、建筑、核工业、船厂等等。
技术
基本技术
在最基本的情况下,水从泵流过,经过管道,然后从切割刀头流出。其说明、操作和维护都很简单。但是,这一过程包含非常复杂的材料技术和设计。为了生成和控制60000psi的水压,需要书本上没有的科学技术。在这种压力下,如果设计不当,微小的泄漏有可能对工件造成永久的侵蚀性损害。幸运的是,水刀制造商采用了复杂的材料技术和先进工程设计。用户只需了解基本的水刀操作知识即可。
从本质上讲,有两类水刀:(1)纯水水刀和(2)加砂水刀。设备设计为只能使用纯水水刀、只能使用加砂水刀、或二者均可。无论何种形式,必须首先对水加压。
泵
泵是水刀系统的核心成员。对水进行加压并连续输出水流,从而让切割刀头把高压水变为超音速水射流。水刀应用可以采用两种泵-增压泵和直接驱动泵。
直接驱动泵
直接驱动泵的工作方式与在喷漆前冲洗房屋或甲板时所用的低压“压力清洗器”一样。它是一种直接由电机驱动三个活塞产生运动的三级泵。因为其简单可靠,这些泵得到了水刀工业的认可。到本文发稿时为止,直接驱动泵能够提供的最大连续工作压力比增压泵低10%到25%(直接驱动泵为20K到50K、增压泵为40K到60K)。直接驱动泵也是一种相对新型的高压泵(上世纪八十年代后期开始上市)尽管直接驱动泵被用于某些工业应用,目前绝大多数用于水刀的超高压泵还是增压泵。
增压泵
普通增压泵中有两种流体管路,水管和液压管。水管管路包括入口水过滤器、升压泵、增压器和减震器。用入口水过滤系统过滤普通自来水-通常包括一个1微米滤筒和一个0.45微米滤筒。然后把过滤后的水输送给升压泵,入口水压在此大约是90psi-保证增压器一定不能缺水。之后把过滤后的水输送给增压泵,压力升高至60000psi。在水离开泵并通过管道输送给切割刀头之前,会首先流经减震器。这个大容器缓冲了压力波动,确保输送给切割刀头的水稳定、连贯。如果没有减震器,将能够看到并听到水流脉动,在被切割材料上留下印记。
液压管路包括电机(25到200HP)、液压泵、油箱、歧管以及活塞/柱塞。由电机驱动液压泵。液压帮浦从油箱吸油,并把压力升高至3000psi。高压油被输送给歧管,由歧管阀门产生增压器的冲程动作(通过把液压油输送给柱塞/活塞组件的一侧或另一侧)。增压泵是一种往复式帮浦,即柱塞/活塞组件来回往复运动,当低压水充满一侧时,在增压泵的另外一侧输出高压水。液压油在返回油箱的过程中得到冷却。
装置
典型的增压泵装置。本装置设计为独立式,而非整合到运动设备中。增压泵体现了先进的帮浦技术。正如水管路的说明所描述的那样,增压泵把过滤后的自来水加压到60000psi。利用的是“增压原理”。
液压油被加压至3000psi(举例)。由液压油推动活塞。柱塞的表面面积比推水一侧的活塞面积小20倍。因此,3000psi的油压就被增压20倍,产生60000psi水压。“增压原理”改变压力方程中的面积变量,从而增强或增加压力。
压力=力/面积
如果力=20、面积=20,那么压力=1。如果保持力不变而大幅减少面积,则压力将升高。例如,把面积从20降到1,压力将从1增至20。在增压比原理示意图中,小箭头表示3000psi的油压,它推动的活塞面积是柱塞表面面积的20倍。因而增压比是20:1。
增压器原理
在右上列说明中用圆圈圈出了活塞和柱塞。活塞带有小箭头,表示向左移动。两个水柱塞从活塞的两侧延伸出去。高压水从左侧流出,而低压水从右侧注入。在行程的终点,活塞/柱塞组件的次序被颠倒。
超高压增压器复杂的止回阀保证低压和高压水只向一个方向流动。容纳柱塞和活塞系统的高压油缸和端盖经过特殊设计,足以承受巨大的力和持久的疲劳。
设备特点
1、数控成型各种复杂图案;
2、属冷切割、不产生热变形或热效应;
3、环保无污染、不产生有毒气体及粉尘;
4、可加工各种高硬度的材料,如:玻璃、陶瓷、不锈钢等,或比较柔软的材料,如:皮革、橡胶、纸尿布等;
5、是一些复合材料,易碎瓷材料复杂加工的唯一手段;
6、切口光滑、无熔渣,勿需二次加工;
7、可一次完成钻孔、切割、成型工作;
8、生产成本低;
9、自动化程度高;
10、24小时连续工作。
应用
为了更好地减低成本,工程师们和制造商们不断地探索,现在水刀能做到很有效地降低成本以创更大利润。因此有必要学多一些水刀的应用技术以采用最低的切割成本去创造更大利润。
在切割成本而言,水刀加工业被认为是最万能的和最快速成长的行业,除了上述之外,水切割机是目前在世界上最高产能的一种机器,它优于其他的加工技术,如火焰切割,等离子加工,激光加工,电火花加工,车铣刨加工等。同时,水切割不会产生有害的气体或液体,不会在工件表面产生热量,它是真正的多功能的,高效率的,冷切割加工。
水刀切割展示出它能做一些其他简单的工艺不能完成的加工,它可以在钛上打孔,可在石头或玻璃上切割各种花样,这些都表现出了水刀自身的独特性。它在切割材料时没有产生热,在这种冷态加工过程中,它产生的超音速的水箭射在切割材料表面时能达到理想的效果,水与沙的混合,更加增强了其切割能力。
产生原理
这基本原理是既简单又复杂。水射流是从加压泵开始,通过高压管,然后从切割喷头射出来。非常简单的解释。然而,它是经过了十分复杂的设计,才能产生60000PSI的压力。在设计过程中,有处小小的渗漏都会对部件持久地侵蚀导致损坏。所以生产商和工程师们会小心地处理高压材料的加工工艺,利用特殊的科技组合这种机器。使用者只需要知道基本的操作知识。
切割机在1982年应用在工业上,最早的在1970年就已出现,在工业上主要是应用在汽车,航空,玻璃行业,从这些切割中不断的提高精确度。磨料切割机的压力可达到55,000PSI,这种高压水通过一个细小的喷嘴以762m/s的速度射出,这种速度是音速的2.5倍。
把石榴沙混入这种高速度的水射流中,通过在混合管中混合,然后以305M/秒的速度直接从沙管中射出到被加工的材料,这种切割过程其实是一种磨碾切割的过程,这种力量和动作都是由水产生的。
1、可切割范围广
可以切割绝大部分材料,如:金属,大理石,玻璃等等。
2、切割质量好
平滑的切口,不会产生粗糙的,有毛刺的边缘。
3、无热加工
因为它是采用水和磨料切割,在加工过程中不会产生热(或产生极少热量),这种效果对被热影响的材料是非常理想的。如:钛。
4、环保性
这种机器采用水和沙切割,这种沙在加工过程中不会产生毒气,可直接排出,较环保。
5、无需更换刀具
你不需要更换切割机装置,一个喷嘴就可以加工不同类型的材料和形状,节约成本和时间。
6、减少毛刺
采用磨料砂的水刀切割,切口只有较少的毛刺。
7、编程迅速
程序主要是由CAD制图软件生成,你可以在layout中随意设计线图,或输入从其他软件中生成的DXF文件,另外,机器支持第三方软件,如nesting嵌套排版软件(用于把图形在工件中添满,能最大限度地减少工件损耗)。
8、快速的编程
可以把其他软件生成的程序调入机器,它能够从CAD建立起刀具路径,并能把刀头的精确定位和切割速度在超过2,000点/英寸(800点/cm)计算出来,你需要做的只是指定你要切割的材料和厚度,其他的工作交给机器去完成。
9、与其他设备组合,可以进行分别操作
水切割机可和其他的加工设备组配(如钻削头),充分利用其性能,优化材料利用程度。
10、减少调整次数
对工件只需要很小的侧压就能固定好,减少复杂的装夹带来的麻烦。
优势
无切割方向之限制→可完成各种不同的切割形状。
所产生横向及纵向的作用力极小→可降低设定时间及使用夹治具的成本。
用同一种机器即可完成钻孔及切割功能→可降低制程时间及切割成本。
不会产生热效应或变形或细微的裂缝→不需二次加工,可节省时间及制造成本。
不会产生具毒性的气体→可为操作人员提供更好的工作环境。
不会产生毛边→可缩短工件制造所需时间及制造成本。
切口细→可减少大量废弃材料的产生,节省直接制造成本。
一次即可完成工件之切割且拥有良好的切边品质→可降低制程时间及成本。
依设计及工件材质的不同来作弹性的调整→可缩短从接单至成品产出的时间,提升您的产能,为您的企业带来更多的商机。
性能
切割材料种类
超高压水刀可切割各种厚、坚硬之材料:如不锈钢、铝、铜、钢铁、大理石、合金金属、玻璃、塑料、陶瓷、磁砖及各种可看得到之材料。
切割达到的精度
其切割工件之精度介于0.1mm~0.25mm之间。工件之精度决定于机器之精度、切割工件之大小及厚度。
切割缝隙宽度
需视切割工作材质大小厚薄与所使用的喷嘴而定。一般而言,加砂切割之切口约为1.0mm至1.2mm。随着砂刀管的直径扩口,其切口也就愈大。
切割会产生什么样的斜边。所运转之切割速度决定其斜边品质。大部份所看到好的切割品质之单侧斜边为0.1mm左右。
何种材料应该使用水刀切割
一般而言,以复杂图案、厚、难切、易碎与怕热之材料,最适合使用水刀切割为加工设备。
对比
水刀与雷射之比较
雷射切割是一种提高产能的制造法,当然也是有它的用途。而水刀在某些方面确实是优于雷射:
a.没有切割厚度的限制
b.像黄铜、铝等反射性材质亦可切割
c.无需投入热能,所以不会燃烧或产生热效应
d.当您变更切材时,您唯一所需变更的是切割速度;而不须变更气体、聚焦或其它对象
e.可容易安装更多的切割头来增加产能
f.雷射设备的保养更专业化且困难度较高
g.您只需以购买雷射设备1/2至1/3之价格就可拥有一套完整的水刀设备。
与线切割之比较
线切割十分精确但是切割速度非常的慢,它需要导电体材且会产生热效应。
水刀与铣削之比较
若是要切割工件的外围及打孔,与其用盲孔、钻孔及螺纹方式,还不如选择速度更快、更容易安排及更便宜的砂刀。其主要原因是我们只须水切割一次加工即可完成工件之切割,而不必将所有的金属磨成碎片。当需要切割高精度的工件时,砂刀是可用来生产接近成品的工具机,一次加工即可且不会产生热效应。除此之外,砂刀所产生的废料通常也是比较有价值的,因为它是整片形式而非碎屑,可再次利用。
与电弧及火焰切割之比较
显而易见的,Plasma属于热加工过程,会使成品产生热效应。而使用砂刀其表面的处理通常会比较好,在工件的背面不会有浮渣,可减少二次加工。砂刀切割没有厚度的限制,且切割图形之排版间距可缩小以节省材料成本。
完整切割设备包括
超高压泵、水刀切割头装置、数控切割台、电脑控制柜。
五轴水切割
由于能量梯度的作用,激光、气体等离子、射流等切割手段在切面越深时(距喷嘴越远),切割能力越差,所以所形成的切割面往往不垂直于工件表面,被称之为切割斜度,这是所有切割手段的一个固有缺陷。虽然通过提高切割能量或降低切割速度可以部分减小切割斜度,但依然存在不能完全垂直切割的问题。
于是,可倾斜切割头的设想于1997年被提了出来,目前国际上已有商用产品,这是解决切割斜度,提高精度最直接有效的方法。其原理是通过在原有三轴平台的基础上再增加2个旋转轴,刀头可向任何方向摆动,并利用预先在系统中设置的斜度模型,通过对切割轨迹的实时计算,再根据被切工件的材料与厚度进行修正,在切割的过程中不断地摆动切割头,使得切割出来的工件达到完美的无斜度状态。
参考资料
1.什么是超高压水刀切割?·佛山元利网
超高压水刀 相关的文章

喉咙痛可表现在喉咙(咽喉部)疼痛、粗糙和刺痛,这往往是由轻度感染或局部刺激引起的。喉咙痛是一种轻度的病症,不加以治疗,症状也大多会在一两天内消失。如果疼痛持续存在或在几天内加重,则需要看医生。因为,如果长期不加以治疗,该病可能导致风湿热,危害心脏和肾脏。

约翰尼·海廷加(Johnny Heitinga),全名约翰·海斯伯特·阿兰·海廷加(John Gijsbert Alan Heitinga),1983年11月15日出生于荷兰莱茵河畔阿尔芬,荷兰前职业足球运动员,球员时代司职后卫,现任阿贾克斯一线队主教练。海廷加出道于阿贾克斯青训,早于2001年新赛季开始时已登场,起先上阵15场。其后因伤患休养达半年,至2003-04年赛季才奠定正选位置,单在复出第一季已上阵26场。海廷加除了可司职中后卫外也可扮演右后卫。他在阿贾克斯的最佳成绩,乃2004年荷甲联赛冠军。2008年起,海廷加转投西班牙俱乐部马德里竞技。离开马竞后,海廷加先后效力于富勒姆以及柏林赫塔,后回归阿贾克斯。2016年2月2日,海廷加宣布退役并加盟阿贾克斯教练组。2023年,海廷加出任阿贾克斯一线队主教练。
任务驱动法是指在学习的过程中,学生在教师的帮助下,紧紧围绕一个共同的任务活动中心,在强烈的问题动机的驱动下,通过对学习资源的积极主动应用,进行自主探索和互动协作的学习,并在完成既定任务的同时,引导学生产生一种学习实践活动。任务驱动的教与学的方式,能为学生提供体验实践的情境和感悟问题的情境,围绕任务展开学习,以任务的完成结果检验和总结学习过程等,改变学生的学习状态,使学生主动建构探究、实践、思考、运用、解决、高智慧的学习体系。任务驱动法以建构主义学习理论为基础,最根本的特点是“以任务为主线、教师为主导、学生为主体”,基本环节包括:创设情境、确定任务、自主学习和写作学习、效果评价。

UHT,Ultra High Temperature treated 超高温瞬时处理超高温瞬时灭菌,135-140℃,4-10秒,是鲜奶处理的一种灭菌工艺,可无需在10℃以下冷藏保存,保质期可达1-6个月。

牙齿缺失(absenceoftooth),可能会有不同的原因。常见的缺牙原因,可能是由于早期的龋齿或意外事故所造成。中老年患者居多,影响牙齿健康美观冠度,应该为中老年患者专门提供牙齿镶复,最常见的现象是上排侧面的牙齿缺少,缺失的牙齿通常是门齿、前臼齿及第三臼齿。

清远南岗千年瑶寨位于广东清远市连南县城西南27公里处,面积159亩,始建于宋代,已有一千多年的历史,是国家AAAA级景区,是中国历史文化名村,同时也是广东十大最美古村落之一。
《中学历史教学研究》创刊于1979年,直属国家211工程重点大学——苏州大学社会学院,是江苏省唯一针对中学历史教学的杂志,是国内中学历史教学圈内公认的四大学术刊物之一(陕西师大的中史参和天津的《历史教学》排前两名,华南师大《中学历史教学》和苏大的《中学历史教学研究》排后两名,此排名不含其他属于高校级别的专业历史刊物)。
易卜拉欣·阿费莱(Ibrahim Afellay,1986年4月2日-),是一名荷兰足球运动员,司职中场,曾效力于埃因霍温足球俱乐部、巴塞罗那足球俱乐部、奥林匹亚科斯足球俱乐部、沙尔克04足球俱乐部。阿费莱成名于埃因霍温,代表埃因霍温从2005年到2008年间完成荷甲四连冠。2010年转会巴塞罗那,并跟随巴萨获得2011年欧洲冠军联赛冠军。2021年2月1日,阿费莱宣布退役。

中关村街道位于北京市海淀区。中关村街道事处驻海淀路黄庄181楼,面积2.7平方千米,人口5.84万。邮编100080。辖12个社区:科源、科馨、科春、科煦、黄庄、科汇、科育、软件、空间、东南、航天、科南。中关村街道办事处辖区东至京包线,西至中关村大街,北至成府路,南至北三环西路。

普陀山是中国佛教四大名山之一,人所众知,其掩映在丛林深处的普陀佛学院却鲜为人知,而佛学院中的女众(尼姑)预科、研究班更为世人难以涉足!2001年9月25日,经浙江省有关部门特批,美国、荷兰、香港及大陆的少数媒体获准采访半小时。妙善院长高瞻远瞩绘制了一幅跨世纪的办学蓝图,即一院带五校,形成“一枝发五叶”的格局:一分校设在院部所在福泉梯林,为男众正、预科班;二分校设在隐秀庵,为男众学戒堂,作为男众班生源的基础;三分校设在临安普照寺,为男众天台宗研究班;四分校设在正法讲寺,为女众正、预科班;五分校设在伴山庵为女众研究班。

法律事件,是法律事实的一种。不依权利主体的主观意志为转移的法律事实和客观现象。大部分是自然现象。如时间的流逝、自然灾害、人的死亡和出生等。有的法律事件即使是以某种方式由人的意志引起,如纵火、凶杀,但在一定的法律关系范围内,法律规范并不把法律后果同上述不合法的行为联系起来,而是同这些行为的进一步发展的结果联系起来。如无论死亡是自杀、他杀,还是自然死亡,最终结果都是死亡。正是“死亡”这个事件具有法律事实的意义。这些情况都能引起一定的权利和义务关系的产生、变更和消灭。如自然灾害的出现可引起所有权关系、保险关系的产生、变更或消灭;人的出生能引起父母子女之间的法律关系的产生等。